 Migomat to spawarka stosowana w szczególności podczas spawania gazem. Kluczową korzyścią tego pokroju urządzenia jest niebywale dobry wynik uzyskiwany podczas pracy właśnie dzięki dopływowi gazów.
Migomat to spawarka stosowana w szczególności podczas spawania gazem. Kluczową korzyścią tego pokroju urządzenia jest niebywale dobry wynik uzyskiwany podczas pracy właśnie dzięki dopływowi gazów.
W trakcie spawania gazowego do zwiększenia temperatury danych elementów używa się gorąco płomienia który tworzy się w skutek spalania mieszanki acetylenu lub propanu wraz z tlenem .Odróżniamy trzy naczelne formy spawania gazowego, do którego służy migomat. Mianowicie: spawanie na lewo (używamy do przedmiotów o grubości poniżej trzy mm), spawanie na prawo (wykorzystywane do materiałów o grubości powyżej trzy mm) a także spawanie w górę (gdy łączymy surowce wszystkich grubości). Zanalizujmy każde z nich.
Spajanie metodą na lewo polega na prowadzeniu palnika od strony prawej do lewej, z palnikiem pochylonym pod kątem wyższym niż 60° (podczas spajania przedmiotów grubszych), dochodząc do 10° (w przypadku przedmiotów mniej grubych). Spoiwo w wyniku pracy prowadzi się pod kątem około 45°. Przy produkcji taką możliwością spoiwo prowadzi się przed palnikiem. Ogień palnika roztapia końce metalu tworząc otwór na dole spawanego surowca. Spawacz prowadzi palnik prawą ręką, postępowym ruchem w lewą stronę ale w tym samym czasie nie czyni nim żadnych ruchów bocznych. Przy tego sposobu produkcji należy zwracać uwagę, ażeby spoiwo nieustannie było w sferze płomienia, bowiem rozżarzony jego koniec w kontakcie z powietrzem szybko się utlenia zatem spawacz wprowadza do spoiny tlenki.
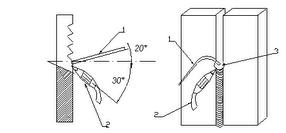
Metoda produkcji górny wykorzystuje się podczas spawania wszystkich grubości przedmiotu. Jednak trzeba tutaj zaznaczyć, iż materiał o grubości powyżej 4 mm musi być spawany przez dwóch spawaczy jednocześnie. Palnik potrzeba prowadzić pod kątem 30 ° do osi pionowej, natomiast drut pod kątem około 20 °. Migomat prowadzi się równomiernym ruchem prostoliniowym, natomiast spoiwo ruchem skokowym. Metoda spawania górny wyróżnia się łatwiejszym utrzymaniem oczka a także mniejszym wyczerpaniem gazów.Kolejna forma do której przyda się nam spawarka mig mag to spawanie metodą na prawo, którą używa się najczęściej do masywniejszych materiałów wynoszących więcej niż trzy mm i potrzebujących ukosowania krawędzi. W trakcie spawania na prawo palnik trzeba prowadzić pod kątem 55 °,natomiast spoiwo pod kątem 45 °. Spoiwo prowadzone jest za palnikiem od lewej na prawo. Palnikiem nie czyni się żadnych ruchów poprzecznych, ale prowadzi się go równomiernie ruchem prostoliniowym wzdłuż krawędzi łączonego przedmiotu. Spoiwem znajdującym w jeziorku stopionego metalu tworzy się ruch w kształcie półksiężyca lub elipsy poprzecznie do spoiny.
UWAGA! Chcesz zamieścić ten artykuł na swojej stronie?
» Pamiętaj o zachowaniu formatowania tekstu i ewentualnych odnośników do reklamowanych stron w formie aktywnej.
» Zamieść informację na temat pochodzenia artykułu wstawiając pod nim poniższy kod w niezmienionej wersji:» Pochwal się w komentarzach gdzie zamieściłeś artykuł. Na pewno jego autor ucieszy się z tego i z chęcią odwiedzi Twoją stronę.